- 投稿日:2026/02/16

みなさん、こんにちは!まーです🍊
今日はサポート材攻略シリーズ最終話、よくあるトラブルの対処法について気づいたことをシェアしますね。
トラブル①:剥がれない
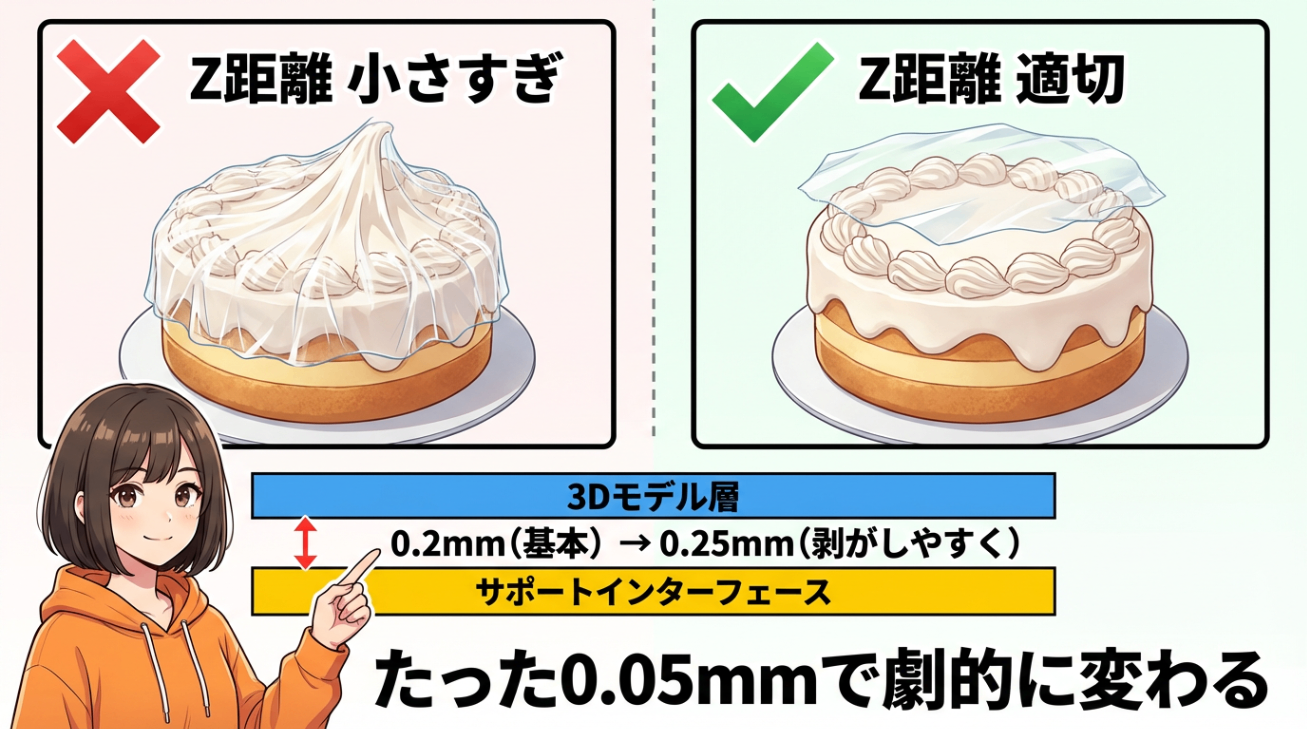 一番効くのは「Zトップ距離」の調整です。基本は0.2mm、剥がしやすくしたいなら0.25mmに。たった0.05mmで劇的に変わりました。
一番効くのは「Zトップ距離」の調整です。基本は0.2mm、剥がしやすくしたいなら0.25mmに。たった0.05mmで劇的に変わりました。
さらに「インターフェース間隔」を0.5〜0.7mmに広げると接触面積が減って剥がしやすくなることが多いです。
インターフェース層数は2層→3層以上に。2層だとバリバリに割れてモデルに破片が残るんですが、3層以上なら1枚の板としてペリッと取れます。
トラブル②:途中で倒れる
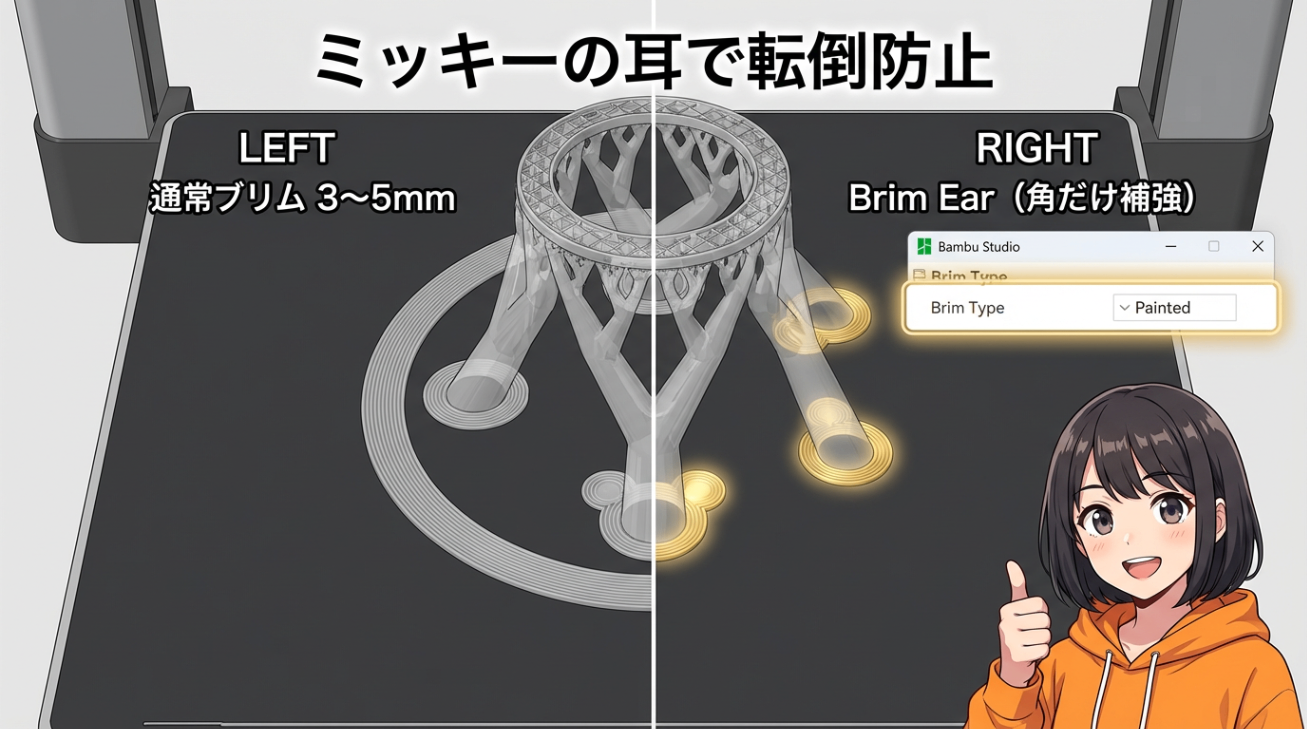 「サポートブリム幅」を3〜5mmに広げるだけでかなり安定します。Bambu Studio v1.10の「Brim Ear」は角だけ補強する便利機能でおすすめです(Brim Typeを「Painted」に設定)。
「サポートブリム幅」を3〜5mmに広げるだけでかなり安定します。Bambu Studio v1.10の「Brim Ear」は角だけ補強する便利機能でおすすめです(Brim Typeを「Painted」に設定)。
初期層速度は20〜30mm/sに落としてください。あとベッド清掃はIPAより中性洗剤の水洗いが確実でした。
Z-Hopのデフォルト「Slope」がサポートを薙ぎ倒すこともあるので、ぶつかるなら「Normal」に変更を試す価値ありです。
トラブル③:跡が汚い
 PLAならファン100%、「Slow Down for Overhangs」ONで10〜30mm/sに。垂れる前に固める作戦です。
PLAならファン100%、「Slow Down for Overhangs」ONで10〜30mm/sに。垂れる前に固める作戦です。
究極はPLAモデルにPETGサポートの異種素材。条件が合えばZ距離0mmで底面ツルツルに仕上がります(まず小物で検証してください)。
後処理は必ず「水研ぎ」で。#400→#800→#1500の順です。
切り札:サポートペインティング
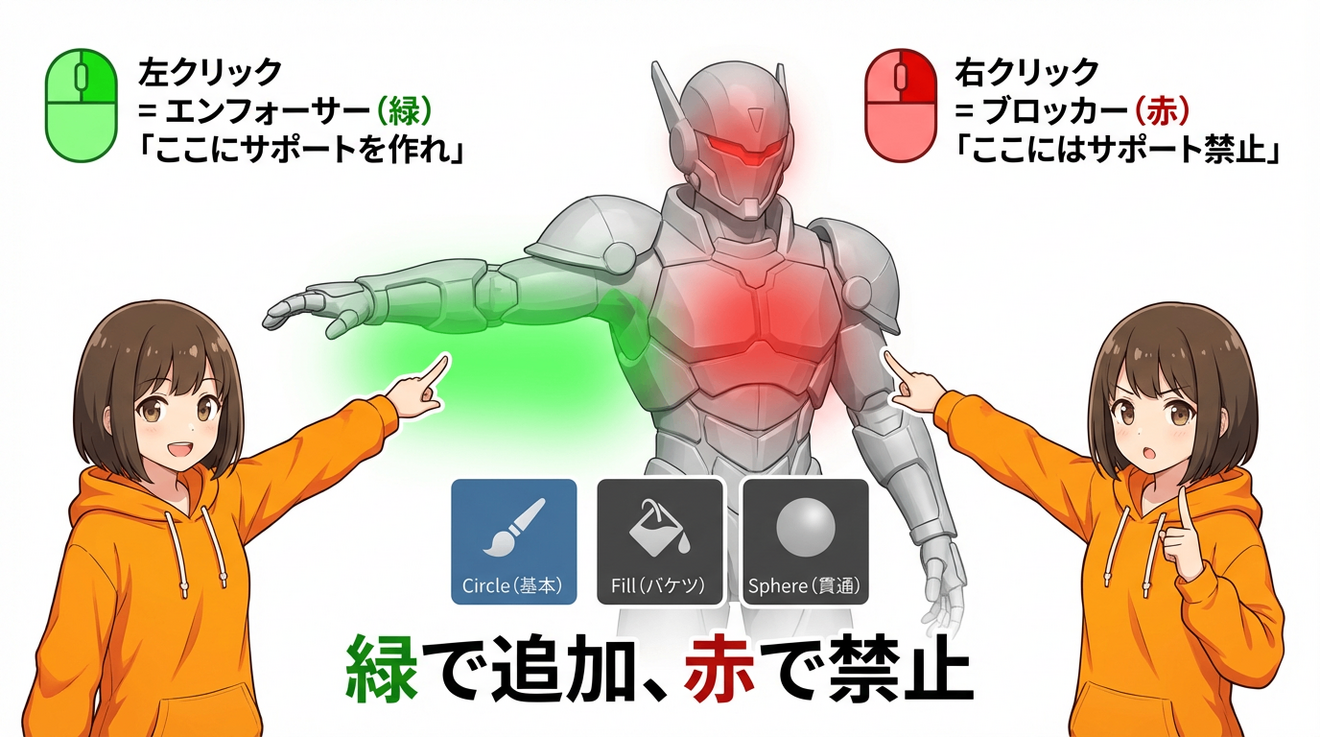 使ったことない方にぜひ試してほしい機能です。左クリック=エンフォーサー(サポート追加)、右クリック=ブロッカー(サポート禁止)。
使ったことない方にぜひ試してほしい機能です。左クリック=エンフォーサー(サポート追加)、右クリック=ブロッカー(サポート禁止)。
自動生成→プレビュー確認→手動微調整のハイブリッドが最強です。ネジ穴のサポートを消す、顔の表面を保護するなど、用途は多いです。
おわりに
 サポート材は敵じゃなくて味方。「何をいじれば何が変わるか」が分かれば自分で最適解を見つけられます💪
サポート材は敵じゃなくて味方。「何をいじれば何が変わるか」が分かれば自分で最適解を見つけられます💪
サポート材攻略シリーズ、全4回でお届けしました👇
① 通常 vs ツリー ─ 使い分けの正解
② 通常サポート ─ Grid vs Snug
③ ツリーサポート ─ Slim vs Strong+インフィル補強
④ トラブル完全解決+総まとめ(← 今回・最終話)
皆さんのサポート設定のこだわりや工夫、ぜひコメントで教えてください!みんなで共有しましょう😊
一緒にモノづくりを楽しんでいきましょう!まーでした🍊





