- 投稿日:2026/02/25
 こんにちは、まーです!👋
こんにちは、まーです!👋
 多色プリントをやったことがある人なら分かると思うんですけど、プリントが終わった後にビルドプレートの横を見ると、虹色の廃材の塊がドサッと積み上がってますよね😱
多色プリントをやったことがある人なら分かると思うんですけど、プリントが終わった後にビルドプレートの横を見ると、虹色の廃材の塊がドサッと積み上がってますよね😱
「えっ、これ全部捨てるの!?」ってショックを受けたこと、ありませんか?💦
僕も最初、4色で小さいフィギュアを作ったときに「本体よりパージされた廃材の方が重いんじゃない!?」と本当にびっくりしました😭
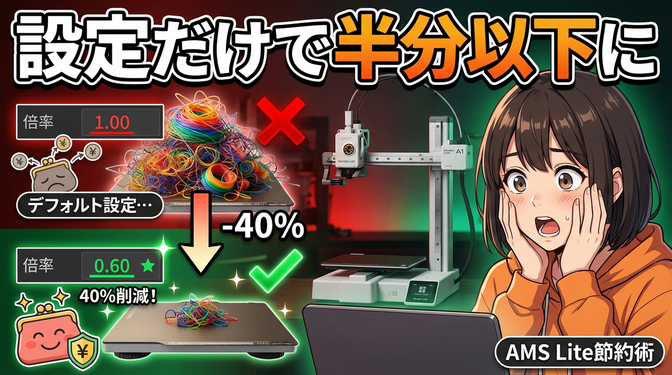
 でも安心してください!Bambu Studioの設定を最適化すれば、このパージ量はなんと「半分以下」にできることも多いんです!💡
でも安心してください!Bambu Studioの設定を最適化すれば、このパージ量はなんと「半分以下」にできることも多いんです!💡
今回は前後編の前編として、すぐに試せる「フラッシュボリュームの基本設定」について解説していきます🚀
🧪 フラッシュの物理原理 ─ ノズル内で何が起きているか
 そもそも、なぜフィラメントを切り替えるときに大量の樹脂を捨てなければならないんでしょうか?🤔
そもそも、なぜフィラメントを切り替えるときに大量の樹脂を捨てなければならないんでしょうか?🤔
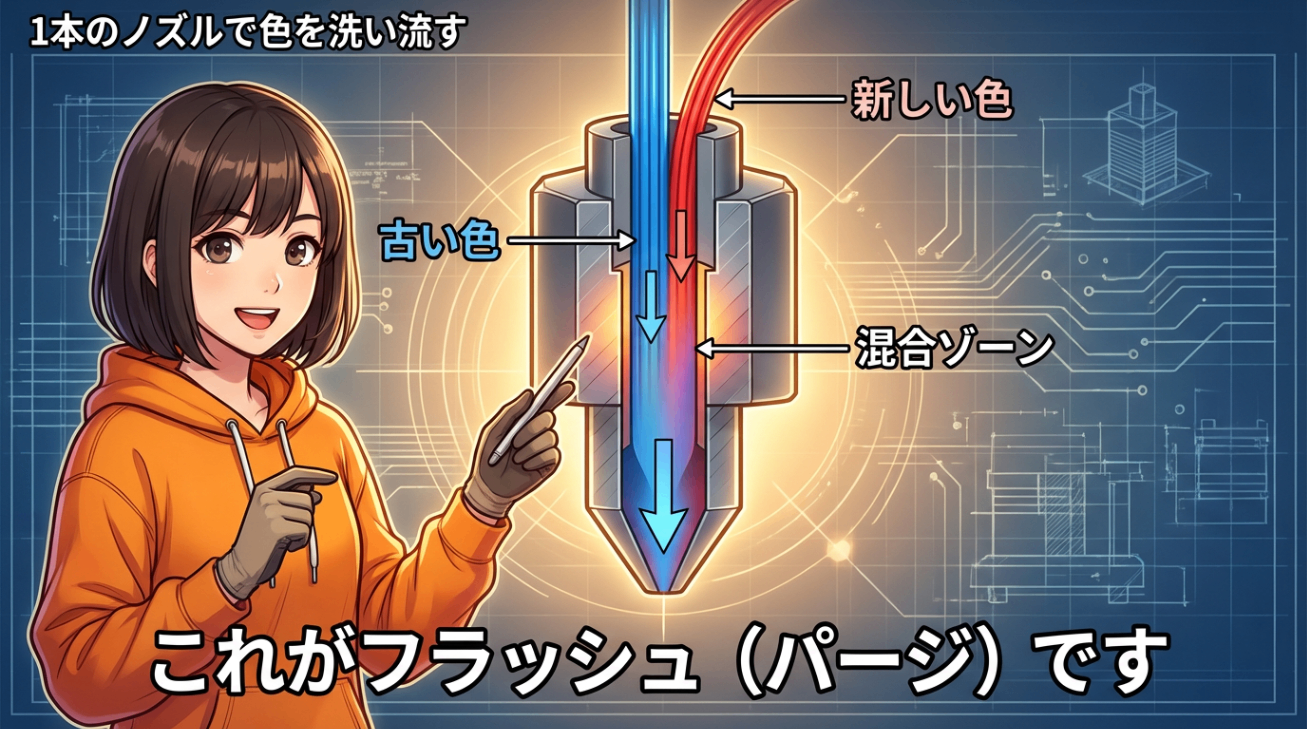
多色プリントでは、1本のノズルで複数の色を切り替えます。古い色がノズルの中に残っているので、これを新しい色で押し出して洗い流す必要があるんですよね。これが「フラッシュ(パージ)」です💧
 ノズルの穴は直径0.4mmとすごく小さいのに、なぜ数十mm³から数百mm³もの樹脂を流さないと色が切り替わらないのか不思議ですよね……?
ノズルの穴は直径0.4mmとすごく小さいのに、なぜ数十mm³から数百mm³もの樹脂を流さないと色が切り替わらないのか不思議ですよね……?
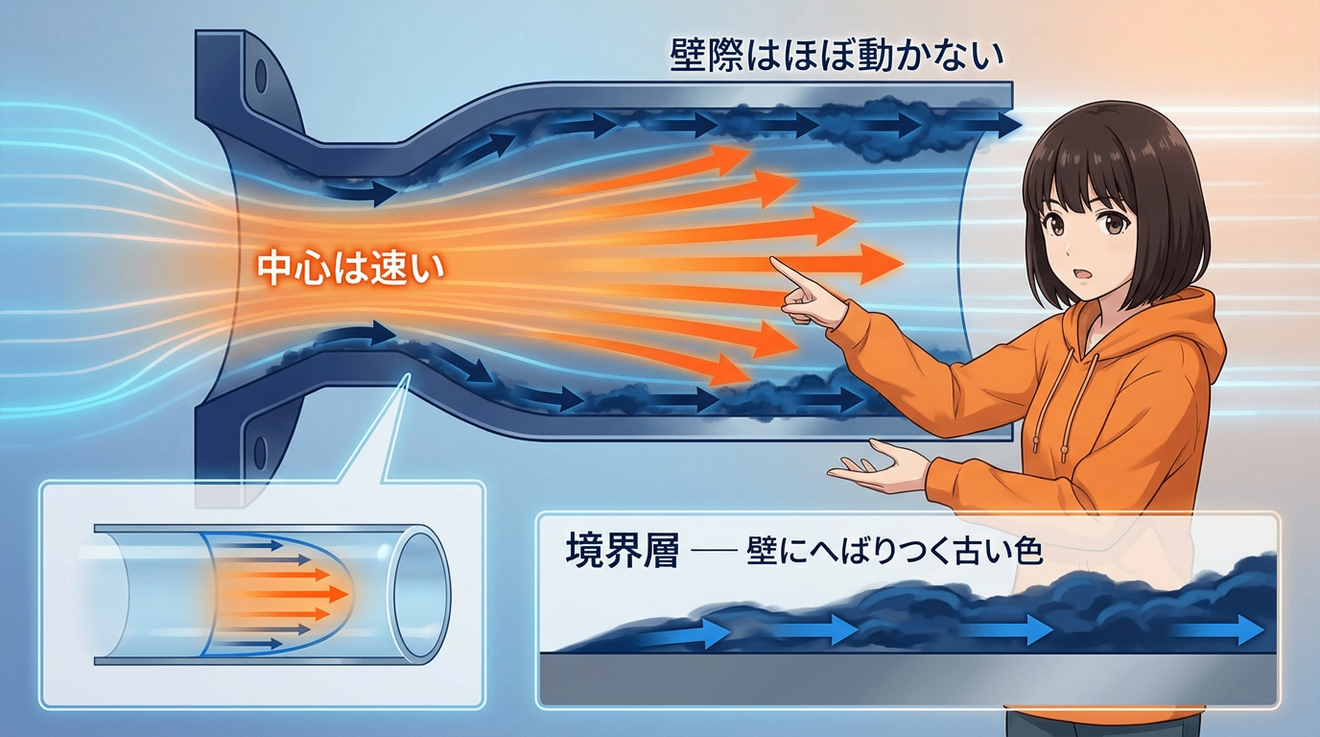 答えは「境界層」という流体力学の現象にあります👨🔬
答えは「境界層」という流体力学の現象にあります👨🔬
溶けたプラスチックがノズルの中を流れるとき、金属の壁面に接する部分は流速がほぼゼロになります。古い色の樹脂は、この壁面にべったりへばりついているんです😫
新しいフィラメントがパイプの中央を突き抜けて流れても、壁際の古い色はなかなか剥がれません💦
だから、壁にへばりついた微量の顔料を完全に洗い流すには、ノズルの容積の何倍もの樹脂を通す必要があるというわけなんですね!
🧹 AMS Liteのワイパー機構とフラッシュ量の関係
 もう一つ、A1シリーズとAMS Lite特有の事情があります👀
もう一つ、A1シリーズとAMS Lite特有の事情があります👀
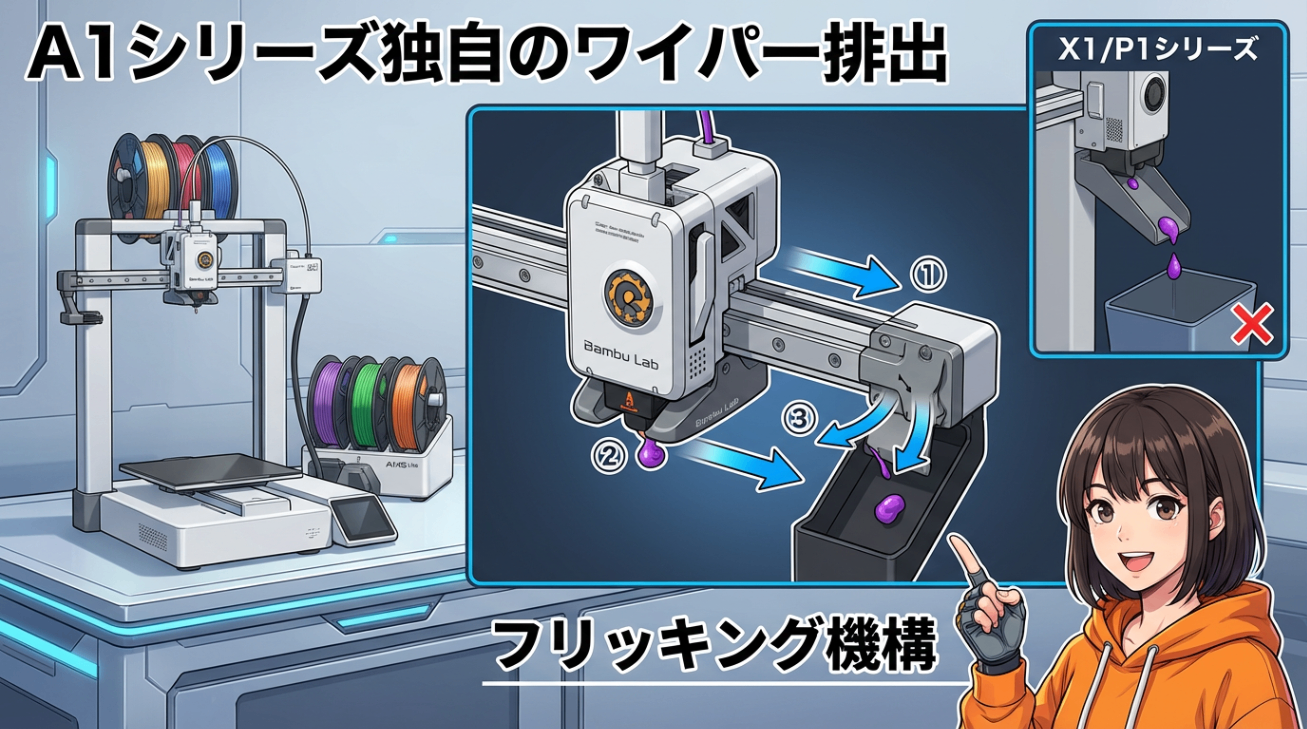
X1やP1シリーズのような重力落下式のパージシュートとは違って、A1シリーズではプリントヘッドが端に移動し、シリコン製のワイパーで排出された塊を「弾き飛ばす」仕組み(フリッキング機構)になっています💨
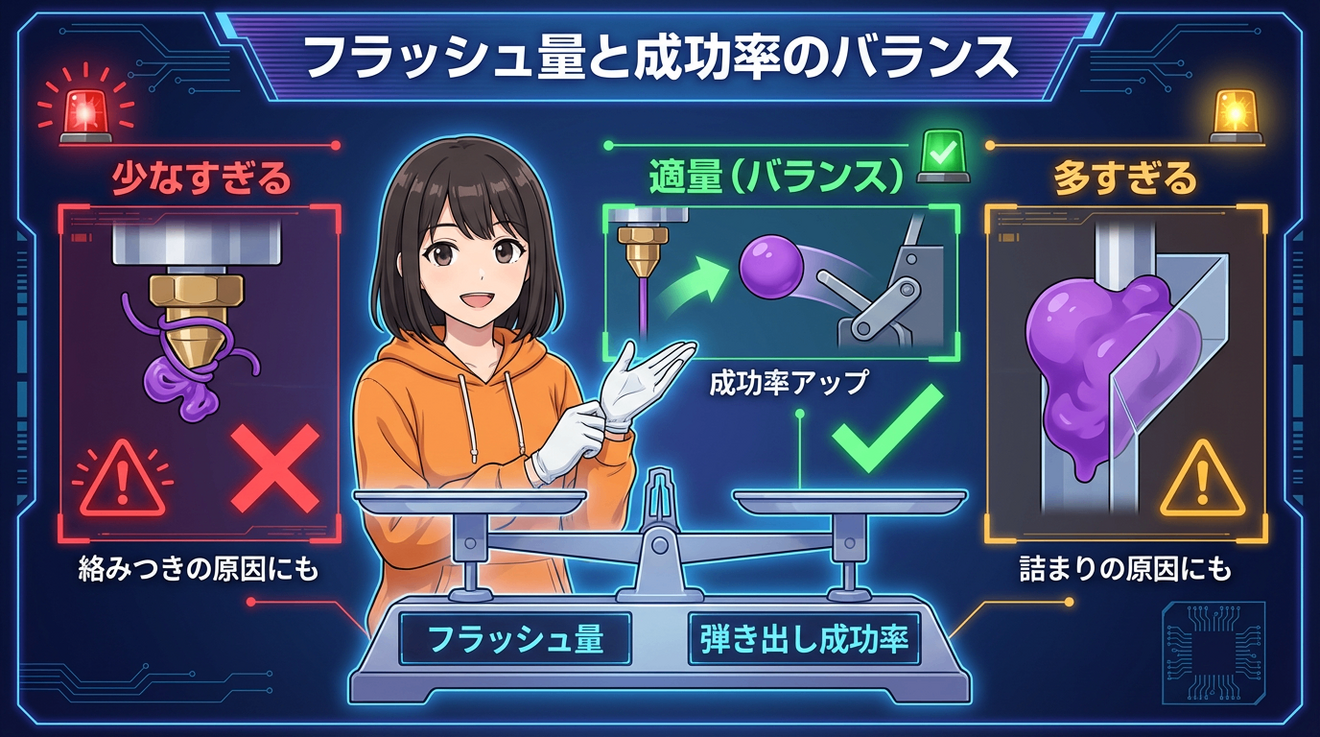 実は、フラッシュ量が少なすぎると、排出される塊が十分な質量を持たず、ワイパーで弾き飛ばされずにノズルに絡みつくなど、トラブルの原因の1つになることがあります🚨
実は、フラッシュ量が少なすぎると、排出される塊が十分な質量を持たず、ワイパーで弾き飛ばされずにノズルに絡みつくなど、トラブルの原因の1つになることがあります🚨
逆に多すぎても、塊が大きすぎてシュートに詰まる原因になってしまいます😭
⚙️ Bambu Studioの設定 ─ マルチプライヤ(倍率)を下げる
 では、ここから実践編です!一番簡単で効果絶大な設定をご紹介します✨
では、ここから実践編です!一番簡単で効果絶大な設定をご紹介します✨
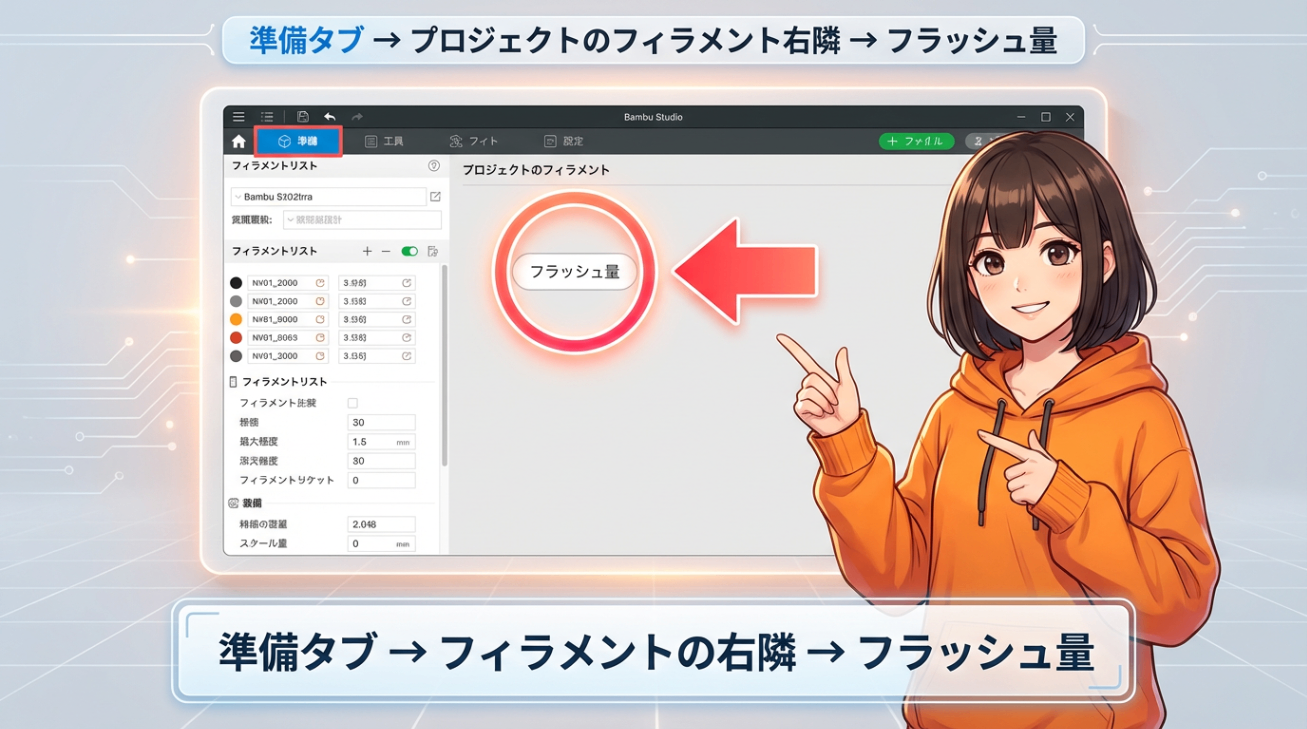
設定場所は「準備」タブの「プロジェクトのフィラメント」と書いてある右隣にある「フラッシュ量」ボタンです。
 このボタンをクリックすると、色ごとの吐き出し量を決めるマトリクス画面が表示されます。その画面の直下にあるのが「マルチプライヤ(倍率)」です🔍
このボタンをクリックすると、色ごとの吐き出し量を決めるマトリクス画面が表示されます。その画面の直下にあるのが「マルチプライヤ(倍率)」です🔍
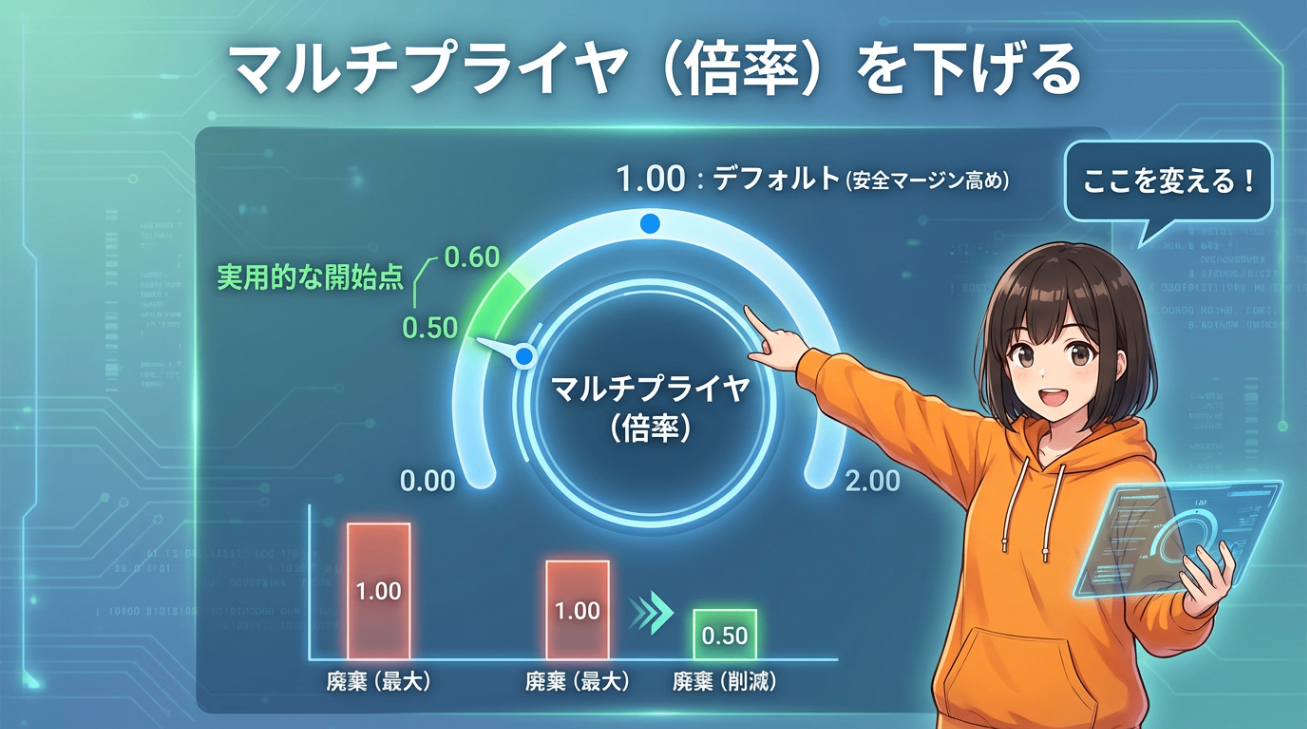
デフォルトは「1.00」になっていますが、これはBambu Labさんが色混ざりを完全に防ぐために設けた、かなり安全マージンの高い数値なんです。実際の造形では、このマージンは過剰なことが多いんですよね😅
 まずは「0.6前後」から始めてみてください!問題がなければ0.5まで下げることも試せます💡
まずは「0.6前後」から始めてみてください!問題がなければ0.5まで下げることも試せます💡
これだけで、パージする量が一気に40〜50%削減できることもありますよ!🙌
 ただし、設定値を極端に小さくしても思ったように廃材が減らないこともあります💦
ただし、設定値を極端に小さくしても思ったように廃材が減らないこともあります💦
ソフトウェア側で推奨範囲を下回る警告が出たり、比例して削減できるとは限らないので、一律に下げすぎるのは注意してくださいね⚠️
🧵 材質による違いに注意
 PLAフィラメントは扱いやすいので、マルチプライヤを下げても問題なく色が切り替わることが多いです👍
PLAフィラメントは扱いやすいので、マルチプライヤを下げても問題なく色が切り替わることが多いです👍
ただし、PETGはPLAに比べて粘着性が高く、ノズル壁面への残留が起きやすいので下げすぎには注意してください🚨
 また、シルクPLAのように独特の光沢を持つものは、光沢の均一性を確保するために通常よりも多めのフラッシュ量が必要になります✨
また、シルクPLAのように独特の光沢を持つものは、光沢の均一性を確保するために通常よりも多めのフラッシュ量が必要になります✨
♻️ オブジェクトのインフィルにフラッシュ(廃材のリサイクル)
 次に、ただ捨てるのではなく、廃材を無駄なくモデルの中にリサイクルする革新的な機能を紹介します!🌍
次に、ただ捨てるのではなく、廃材を無駄なくモデルの中にリサイクルする革新的な機能を紹介します!🌍
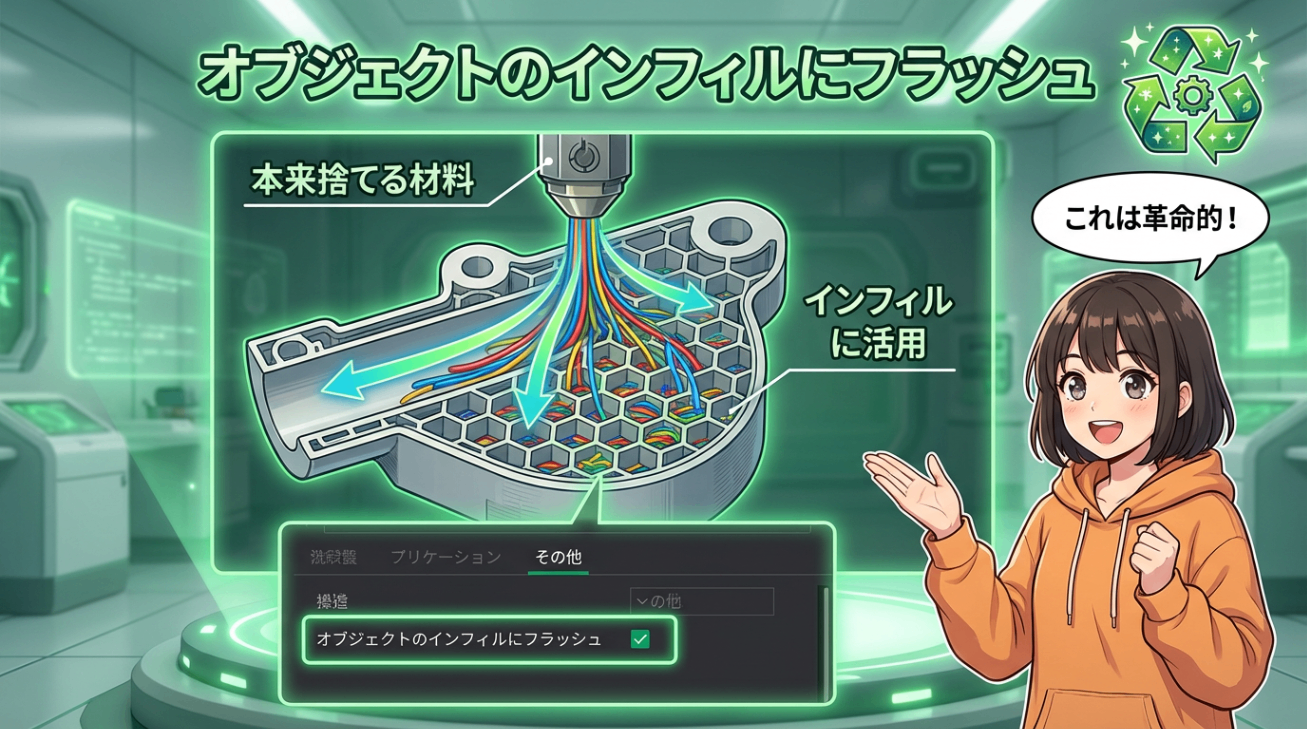
「その他」タブ(または強度タブ)の中に「オブジェクトのインフィルにフラッシュ」という設定があります(以前はインフィルへの吐き出しと呼ばれていました)。
 これを有効にすると、フラッシュボリュームとして指定された体積の一部をパージシュートに捨てるのではなく、造形中のモデル内部のインフィル(充填構造)として直接利用できます🏗️
これを有効にすると、フラッシュボリュームとして指定された体積の一部をパージシュートに捨てるのではなく、造形中のモデル内部のインフィル(充填構造)として直接利用できます🏗️
本来捨てるはずのものを構造材としてリサイクルできるので、純粋な廃材の量を劇的に削減できます!最高にエコですよね🌿!
🎨 ブリード現象(透け)の対策
 この機能を使うとめちゃくちゃエコなんですが、「ブリード現象」という罠があります……👻
この機能を使うとめちゃくちゃエコなんですが、「ブリード現象」という罠があります……👻
外壁が薄かったり、外装の色が明るいモデルに、暗い色のパージ材をインフィルとして詰め込むと、外側から内部の暗い色が透けて見えてしまうんです😱
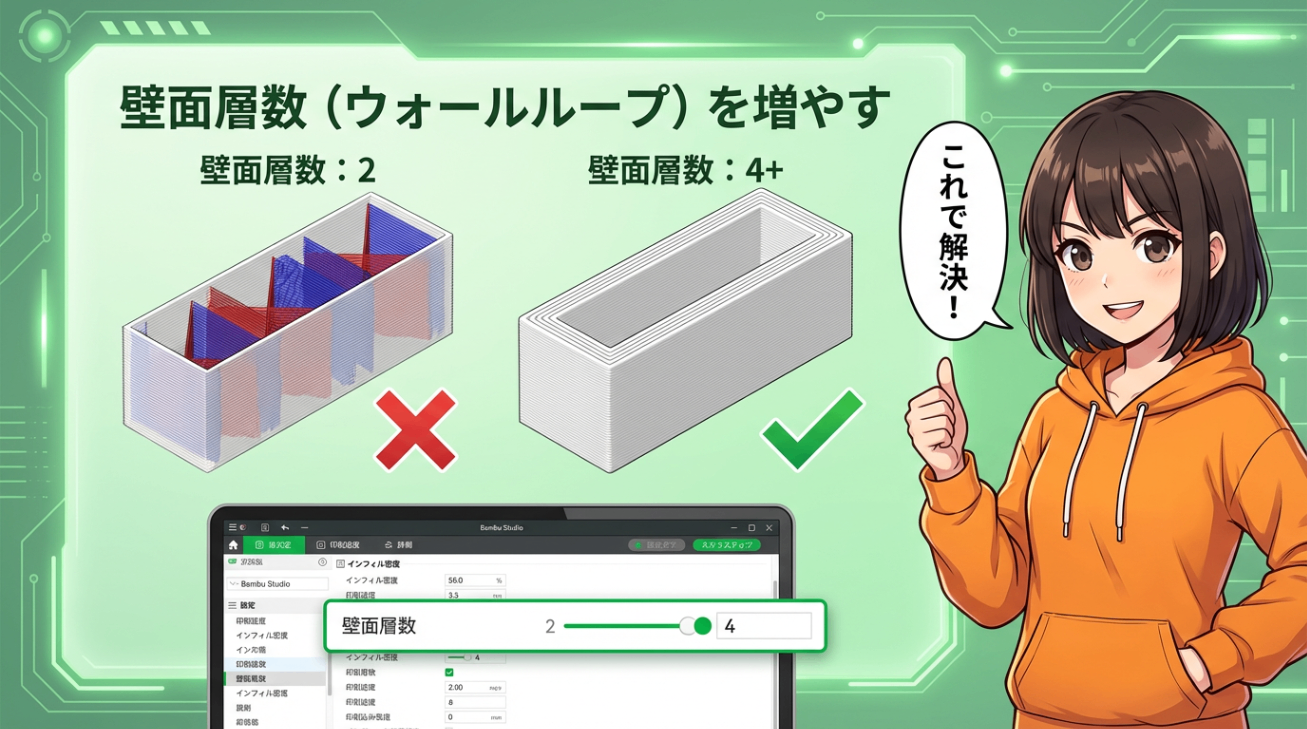 この透過を防止するためには、「強度」タブにある「壁面層数(ウォールループ)」の数値を最低でも「3」から「4」以上に増やしてください🛡️
この透過を防止するためには、「強度」タブにある「壁面層数(ウォールループ)」の数値を最低でも「3」から「4」以上に増やしてください🛡️
外壁の枚数を増やすことで、内部の色が透けて見えにくくなります!
🚫 異種材料プリント時は絶対に無効化する
 サポート用フィラメントを使ったり、PLAとPETGを組み合わせるなど、化学的な親和性が低い異種材料をプリントする時は、この機能を必ず「オフ」にしてください!!🙅♂️
サポート用フィラメントを使ったり、PLAとPETGを組み合わせるなど、化学的な親和性が低い異種材料をプリントする時は、この機能を必ず「オフ」にしてください!!🙅♂️
インフィル部分で違う材質が混ざり合ってしまうと、層間密着性が著しく低下して、完成したモデルが非常に脆くなってしまう事例が報告されています💥
🎯 オブジェクトのサポートにフラッシュ
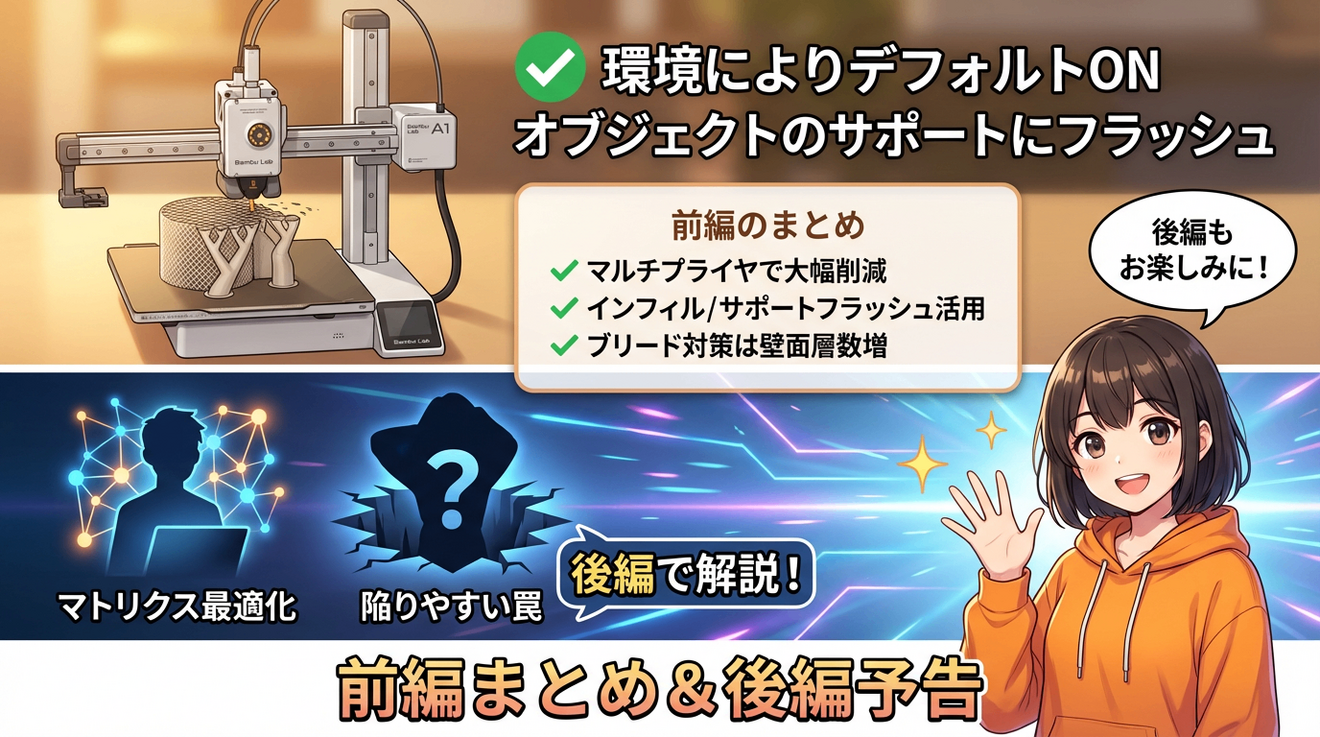 もう一つ、「オブジェクトのサポートにフラッシュ(サポートへの吐き出し)」も有効です!
もう一つ、「オブジェクトのサポートにフラッシュ(サポートへの吐き出し)」も有効です!
サポート材は最終的に取り外して捨てる部分なので、色が混ざっても全く問題ありませんよね👍
環境やプロファイルによってはデフォルトでオンになっていますが、念のため機能が有効になっているか確認してみてください🔍
📝 前編のまとめと次回予告
いかがでしたでしょうか?今日紹介した基本設定だけでも、パージ廃材を大幅に削減できます!💪
① マルチプライヤ(倍率)の数値を下げる(まずは0.6前後から)🎯
② 「オブジェクトのインフィルにフラッシュ」を活用する♻️
③ インフィルを使う場合は「壁面層数」を増やして透けを防止する🛡️
後編では、「オブジェクトへのフラッシュ」というさらなる活用法や、色ペアごとのマトリクス最適化、そして陥りやすいトラブル回避など、さらに深い沼へとご案内します!お楽しみに!✨
.png)





