- 投稿日:2026/03/12
 みなさん、こんにちは!まーです。👋
みなさん、こんにちは!まーです。👋
「印刷ボタンを押す前に、5分だけください。」
3Dプリントの失敗って、プラスチックがもったいないだけじゃないんですよね。数時間から数十時間の「失われた時間」、電気代、そしてスケジュール遅延っていう機会損失まで引き起こす。
今回は前後編の2回に分けてお届けします。前編の今日は「チェックリストの設計思想」と「物理的チェック3カテゴリ・9項目」を解説します。
 失敗率41%の衝撃 📊
失敗率41%の衝撃 📊
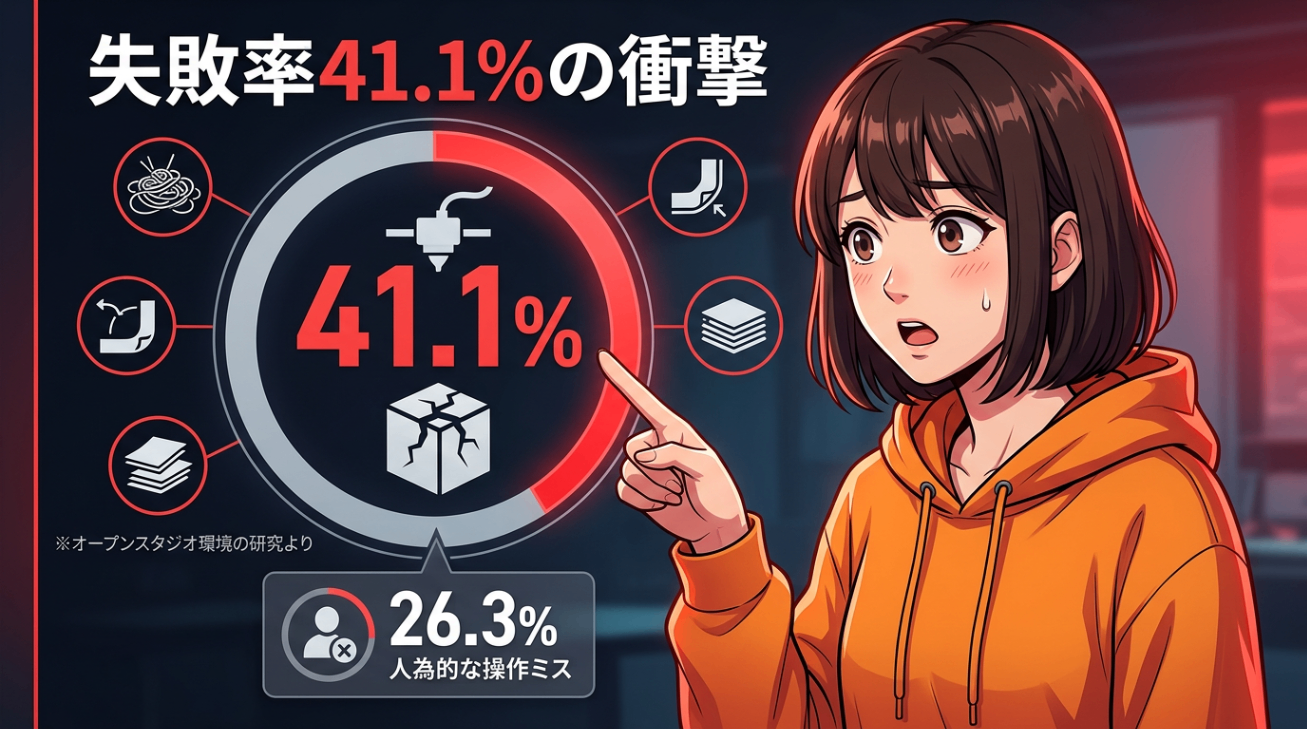 あるオープンスタジオ環境の研究では、FDMプリントの失敗率が41.1%だったと報告されています。さらに、人為的な判断や操作に関わる失敗が全体の26.3%を占めていました。
あるオープンスタジオ環境の研究では、FDMプリントの失敗率が41.1%だったと報告されています。さらに、人為的な判断や操作に関わる失敗が全体の26.3%を占めていました。
初心者は基礎的なセットアップの欠如で挫折しやすいし、中級者や熟練者でも「慣れ」で毎回やるべき確認をつい省略してしまう。人間側の確認を仕組み化するだけで、かなりの失敗を防げるんです。
チェックリストの設計思想 ─ 航空業界と医療の知恵 ✈️
ガワンデのチェックリスト理論
 チェックリストといえば、飛行機のパイロットが離陸前にやるやつが有名ですよね。
チェックリストといえば、飛行機のパイロットが離陸前にやるやつが有名ですよね。
外科医のアトゥール・ガワンデという人が面白い分析をしています。専門家の失敗には2種類あると。1つは「無知」、そもそも必要な知識がない。もう1つは「無能」、知識はあるのに、それを正しく適用できない。
少なくとも現場感としては、知っているのに省略して起きる失敗がかなり多いです。「ベッドを拭くべきだ」って知ってる。「フィラメントを乾燥させるべきだ」って知ってる。でも忙しさや油断で省略してしまう。
設計原則①:簡潔さとMECE
 ガワンデの本から、3Dプリントに使える設計原則を紹介します。
ガワンデの本から、3Dプリントに使える設計原則を紹介します。
まず「簡潔であること」。長すぎると面倒になって使わなくなるので、短く絞るのが基本です。もうひとつ大事なのが「MECE」、漏れなくダブりなく。同じことを2回確認するのも無駄だし、大事な項目が抜けてるのも困る。
チェックリストは「完全なマニュアル」じゃなくて「最小限の安全網」であるべきなんです。
設計原則②:キラーアイテムとDo-Verify
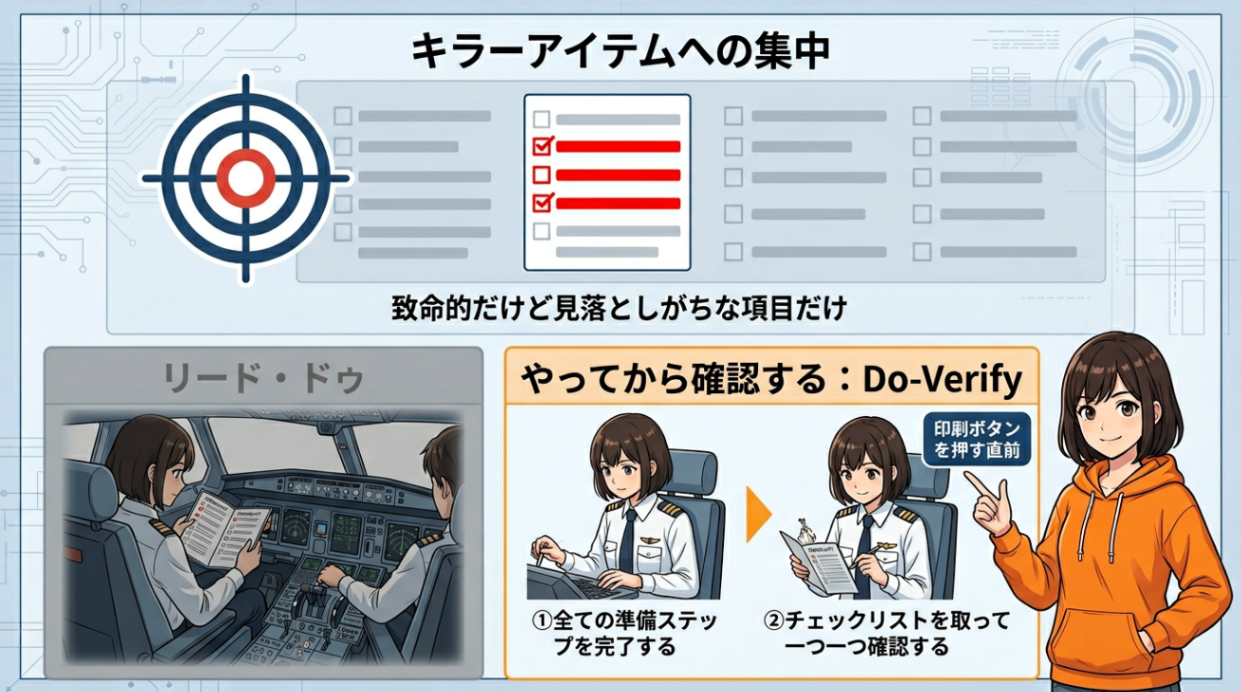 次に「キラーアイテムへの集中」。あらゆる細かい操作をリスト化するんじゃなくて、「スキップしたら致命的だけど、つい見落としがちな項目」だけに絞る。
次に「キラーアイテムへの集中」。あらゆる細かい操作をリスト化するんじゃなくて、「スキップしたら致命的だけど、つい見落としがちな項目」だけに絞る。
そして「Do-Verify方式」。航空業界には、読み上げながら操作する「Read-Do」と、操作してからリストで確認する「Do-Verify」の2つがあります。3Dプリントの日常運用には、準備を全部終えた後にリストで確認漏れをチェックする「Do-Verify」が適してます。印刷ボタンを押す直前が、そのタイミング。
優先度マトリクス ─ 被害が大きい順に並べる 📈
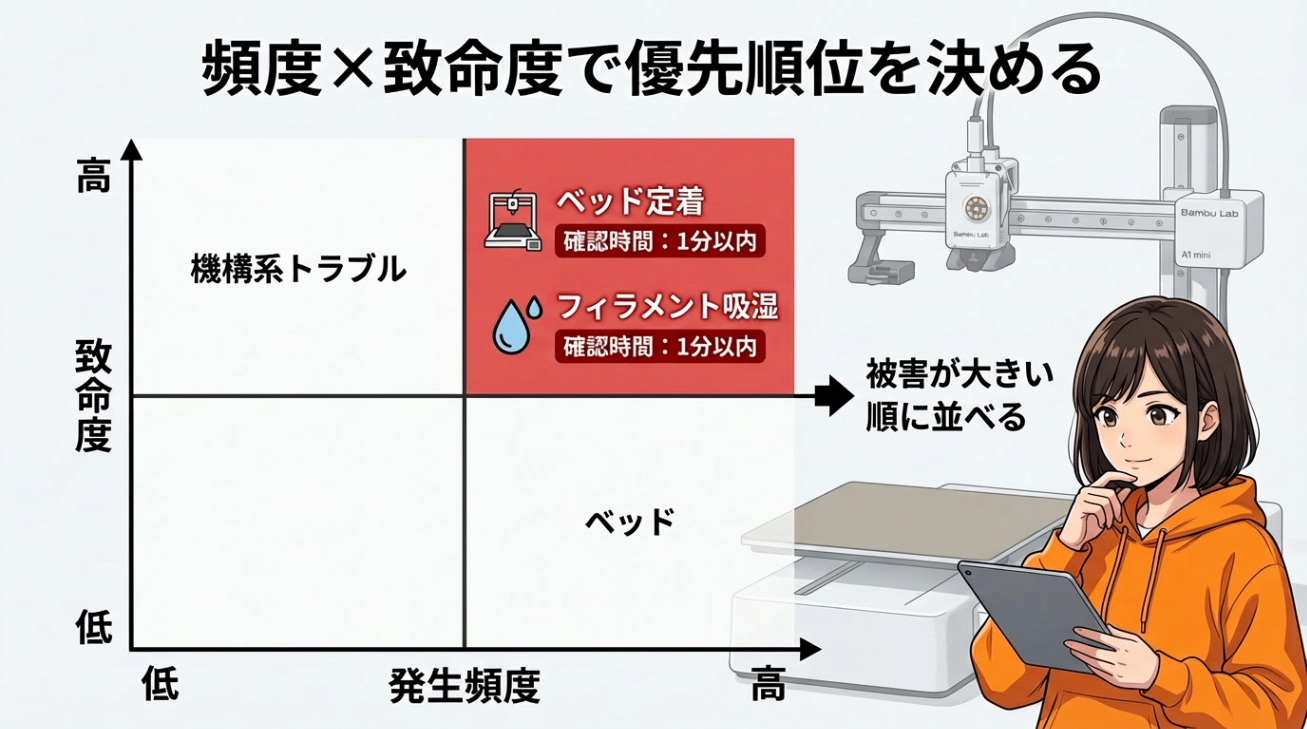 チェックリストに入れる項目を決めるために、失敗原因の「頻度」と「致命度」を掛け合わせたマトリクスを作りました。
チェックリストに入れる項目を決めるために、失敗原因の「頻度」と「致命度」を掛け合わせたマトリクスを作りました。
ベッドと定着のトラブルは、発生頻度が極めて高くて、造形全体が破綻する致命度。チェックにかかる時間は1分以内。フィラメントの吸湿は、頻度が高くて、品質が大幅に低下する。これも1分以内で確認できる。
この「頻度×影響度」の分析から、時系列順じゃなくて「被害が大きい順」にリストを並べるのが合理的だとわかります。
5カテゴリ・12項目の全体像 🗂️
 今回のチェックリストは5カテゴリ、合計12項目です。
今回のチェックリストは5カテゴリ、合計12項目です。
① カテゴリ1:ベッドと定着
② カテゴリ2:フィラメント
③ カテゴリ3:ノズルと機構
④ カテゴリ4:スライス設定
⑤ カテゴリ5:環境
体感では、ベッド定着・フィラメント状態・機構系でかなりの失敗が説明できます。被害が大きいものから先にチェックする、航空業界のリスクマネジメントと同じ考え方です。
前編ではカテゴリ1から3まで、物理的に手と目で確認する9項目を解説します。
カテゴリ1:ベッドと定着 ─ 最重要の3項目 🛏️
チェック項目① プレートの清掃
 ここが一番重要です。
ここが一番重要です。
Bambu Labなどの最新機種のオートベッドレベリングは、ノズルとベッドの「距離」を補正してくれる。でもベッド表面の「化学的な清浄度」は検知できません。
PEIシートの表面に指から付いたわずかな皮脂や、前回のプリントの糊の残りが、樹脂の接着力を著しく阻害します。
清掃の具体的なやり方
 確認すること:ベッド表面に目視できる汚れや指紋がないか。まずは食器用洗剤と温水で油分をしっかり落とす。必要に応じてイソプロピルアルコールで仕上げてください。
確認すること:ベッド表面に目視できる汚れや指紋がないか。まずは食器用洗剤と温水で油分をしっかり落とす。必要に応じてイソプロピルアルコールで仕上げてください。
「最近ちょっと定着が弱いな」と感じたら、IPAだけで済ませず洗剤洗いまでやると効果がはっきりわかります。
チェック項目② ベッドレベリングの有効期限
 Ender 3シリーズなど手動レベリングの機種では、紙を挟んで摩擦を確認するトラミングが必須。
Ender 3シリーズなど手動レベリングの機種では、紙を挟んで摩擦を確認するトラミングが必須。
自動レベリング搭載機でも、ノズルを交換した後やベッドを強く外して位置がずれた後は、再キャリブレーションが必要です。Bambu Studioでは、印刷開始前のレベリング項目が適切に設定されているか確認してください。
チェック項目③ 接着補助剤
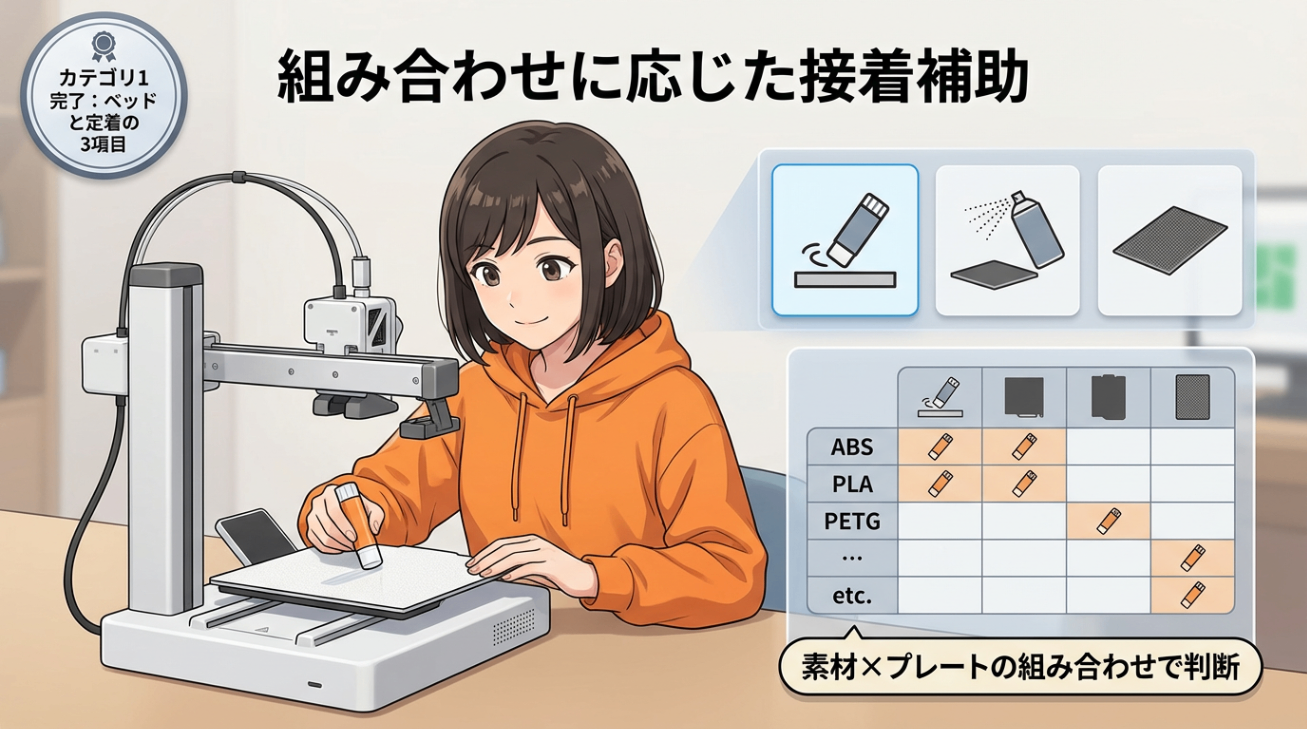 素材とプレートの組み合わせによっては、スティックのりや専用の定着スプレーなどの離型・保護層や接着補助が有効です。
素材とプレートの組み合わせによっては、スティックのりや専用の定着スプレーなどの離型・保護層や接着補助が有効です。
使用するフィラメントの材質とビルドプレートの組み合わせに対して、適切な接着補助が施されているか確認。
カテゴリ2:フィラメント ─ 材料管理の3項目 🧵
チェック項目④ 吸湿のメカニズム
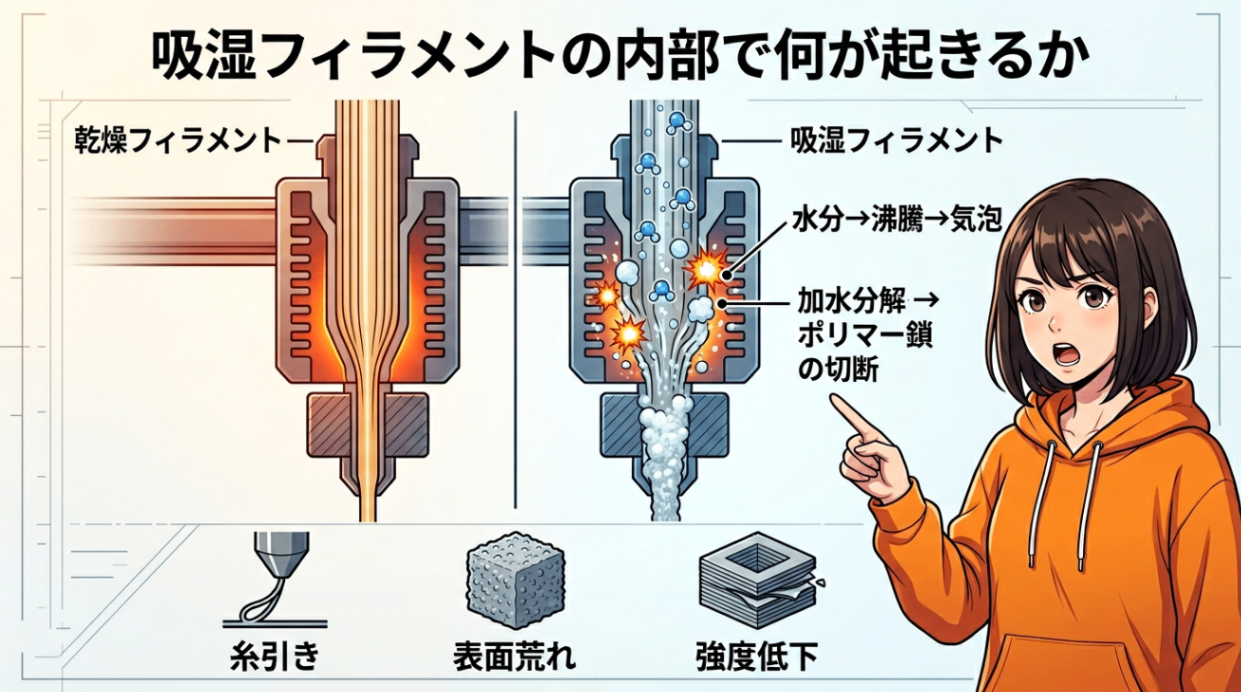 PLA、PETG、ナイロン、TPUなどは高い吸湿性を持っています。大気中の水分を吸収したフィラメントがホットエンドで急激に加熱されると、内部の水分が沸騰して気泡になる。さらにポリマーの鎖が切れる「加水分解」が起きて、重度の糸引き、表面の荒れ、機械的強度の低下を引き起こします。
PLA、PETG、ナイロン、TPUなどは高い吸湿性を持っています。大気中の水分を吸収したフィラメントがホットエンドで急激に加熱されると、内部の水分が沸騰して気泡になる。さらにポリマーの鎖が切れる「加水分解」が起きて、重度の糸引き、表面の荒れ、機械的強度の低下を引き起こします。
吸湿の確認方法
 確認のポイント:スプールがドライボックスで保管されていたか。吸湿しやすい材料は、できれば20%RH未満で保管・運用したい。PLAは比較的鈍感ですが、PETG・TPU・ナイロン系はより注意が必要です。
確認のポイント:スプールがドライボックスで保管されていたか。吸湿しやすい材料は、できれば20%RH未満で保管・運用したい。PLAは比較的鈍感ですが、PETG・TPU・ナイロン系はより注意が必要です。
一番わかりやすいのが「音」です。パージやスカート印刷のとき、「パチパチ」「プチプチ」っていう音が聞こえたら、それは水分が沸騰してる音。吐出された樹脂の表面が荒れていたら、乾燥が必要なサインです。
チェック項目⑤ 残量確認とフィラメントの絡まり
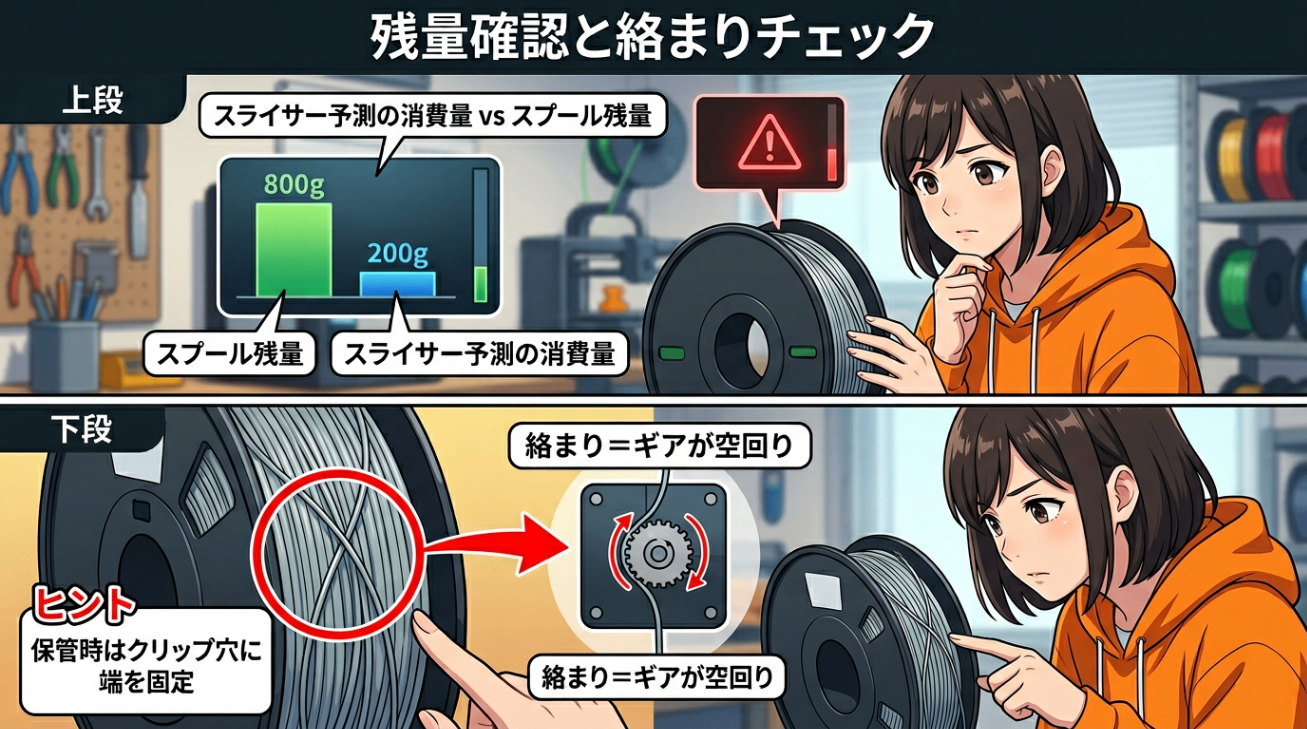 長時間プリントでは、途中でフィラメントが切れると途中停止や品質不良の原因になります。スライサーが予測する消費グラム数に対して、スプール上の残量が十分か確認してください。
長時間プリントでは、途中でフィラメントが切れると途中停止や品質不良の原因になります。スライサーが予測する消費グラム数に対して、スプール上の残量が十分か確認してください。
もうひとつ、「フィラメントの絡まり」。スプールの上でフィラメントが交差して下に入り込んでると、エクストルーダーのギアが空回りして印刷が止まります。保管時にフィラメントの端をスプールのクリップ穴にちゃんと固定していたかを確認。
チェック項目⑥ 材質とプロファイルの一致
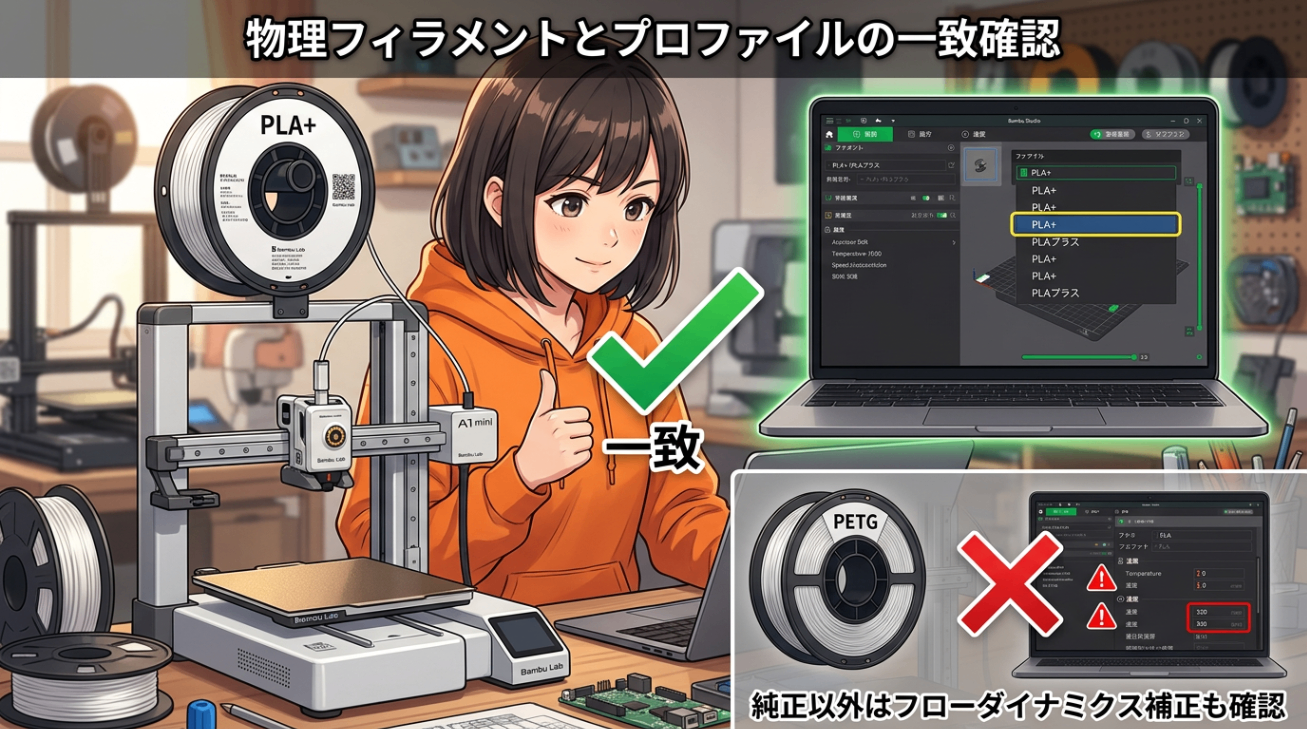 セットされた物理的なフィラメント、例えばPLA+と、スライサー側で選択されているプロファイルが完全に一致しているか。
セットされた物理的なフィラメント、例えばPLA+と、スライサー側で選択されているプロファイルが完全に一致しているか。
Bambu Lab純正フィラメント以外を使用する場合や条件を詰めたいときは、フローダイナミクス補正やフローレートの確認をしておくと安心です。素材とプロファイルが違ったまま印刷すると、温度もスピードも全部ずれます。
カテゴリ3:ノズルと機構 ─ メカニカルチェック3項目 🔧
チェック項目⑦ ノズル詰まりの兆候確認
 ノズルの詰まりは突然起きるように見えて、実は直前のプリントに予兆が出ていることが多いんです。
ノズルの詰まりは突然起きるように見えて、実は直前のプリントに予兆が出ていることが多いんです。
前回のプリントの最終層や、直前のパージラインを見てください。吐出されたラインが極端に細くなったり、途切れたりしていないか。ノズル先端やヒーターブロックの周囲に焦げたプラスチックの塊が付着していないか。これを放っておくと「Blob of Death」、ホットエンド全体を樹脂の塊が包み込む最悪の事態になります。付着物はメーカー推奨手順に従って早めに除去しておきましょう。
チェック項目⑧ ワイパーとエクストルーダーの確認
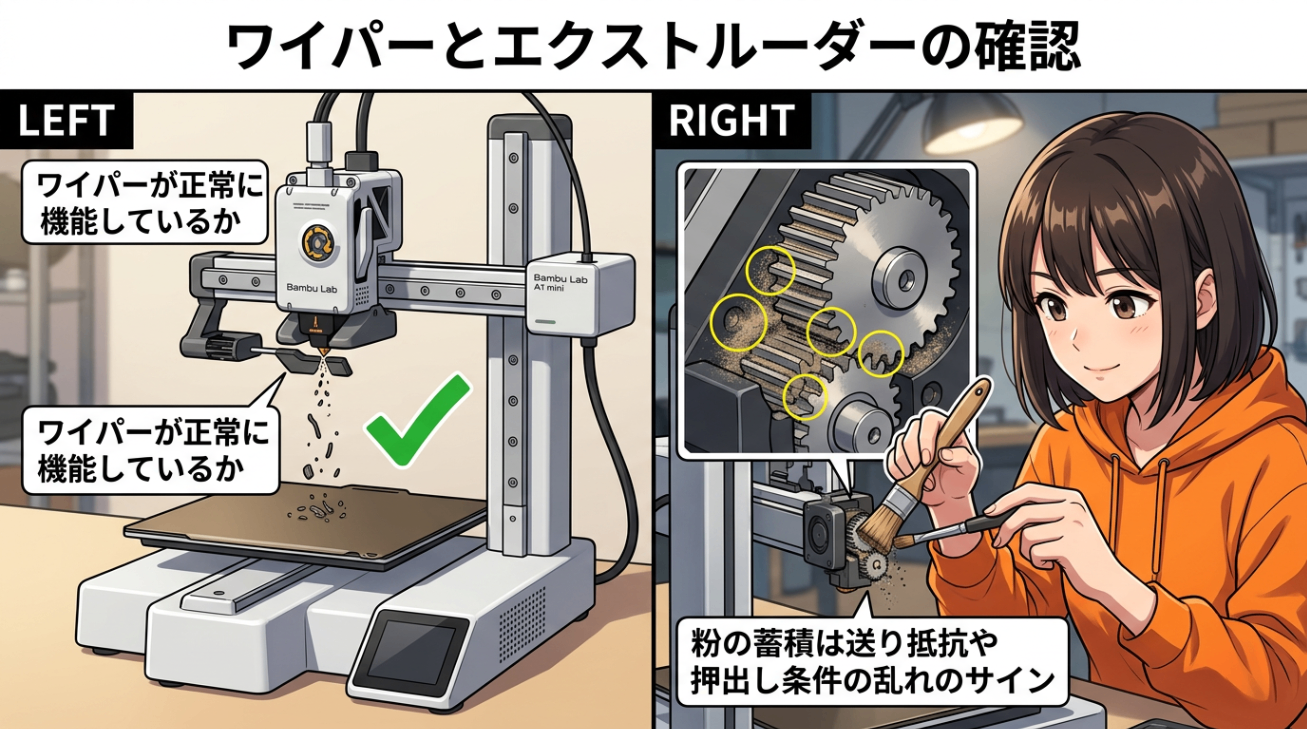 ノズルワイパーが正常に機能して、パージされた不要なフィラメントが確実にシュートに落ちているか。
ノズルワイパーが正常に機能して、パージされた不要なフィラメントが確実にシュートに落ちているか。
エクストルーダーのギア付近に削れたフィラメントの粉が蓄積していないか。粉の蓄積は、フィラメント状態や送り抵抗、押出し条件の乱れのサインになることがあります。
チェック項目⑨ ベルトテンションとZ軸
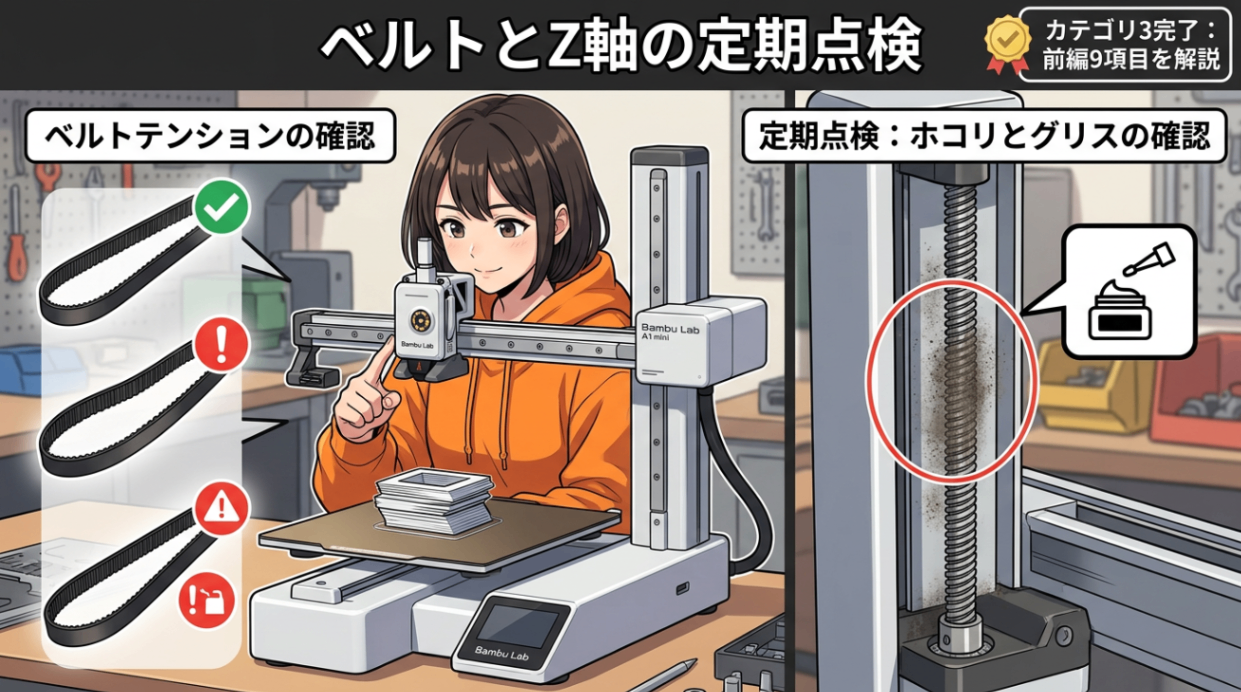 レイヤーシフト、印刷中に層がズレる現象は、ベルトの緩みが原因候補のひとつです。X軸とY軸のベルトに適切な張力が保たれているか。
レイヤーシフト、印刷中に層がズレる現象は、ベルトの緩みが原因候補のひとつです。X軸とY軸のベルトに適切な張力が保たれているか。
Z軸のリードスクリューにホコリが溜まっていないか、グリスアップされているかも定期点検項目として確認してください。
前編まとめ ─ 次回予告 ✅
 チェックリストの設計思想は、航空業界の「Do-Verify」方式と「キラーアイテムへの集中」。そして物理的チェック3カテゴリ、合計9項目を解説しました。
チェックリストの設計思想は、航空業界の「Do-Verify」方式と「キラーアイテムへの集中」。そして物理的チェック3カテゴリ、合計9項目を解説しました。
後編では残りのカテゴリ4「スライス設定」とカテゴリ5「環境」の3項目を解説して、12項目の全体像を完成させます。さらに、実測データ、改善効果、PDF配布版の活用法やチーム運用についてもお話しします。





